
Low volume High mix working system (1)
Author:Gilbert Chen
The financial crisis in 2008 shocked the worldwide economy. It also changed the original operation system of production and ordering. Planning production and long term ordering system was reduced, production by orders has become a more and more important way for the manufacturing system. “Speed” and “Flexibility” are the major requirements for a healthy company. PSI always changes the management methods according to the trend. PSI started to change the management system in 2009. I’d like to state the basic belief again- PSI is always the EMS manufacturer for low to middle volume, high mix production. Also, the Vision of PSI is changed as the “Guardian of Low to Middle volume and High mix production.”
The company should make some plans and turn the slogan into real actions. In this way the company will get close to the slogan. PSI made an important plan during the year end staff meeting at the end of 2009: the planning automatic management system. It would let PSI maintain the flexibility and accuracy in the operation of low volume, high mix production.
PSI started to plan the automatic management in 2010. To achieve the demands of fast change of production schedule and short delivery lead time from customer, Advanced Planning and Scheduling (APS) was chosen to be the priority of the plan. Through the whole year in 2010, we defined the spec, project management flow, organization of coding team, and then started the project. The first APS system worked at the end of year 2010 finally.
After the first project, PSI had the good skills to handle the information management system. We did advanced thinking and planning in extended scope during the staff meeting in 2010. The followings are the goals that PSI tried achieve in 2011.
- Parts number and BOM automatic built system.
As a result of typo of BOM or parts number during BOM construction stage, the production schedule is delayed, which is a serious problem. Normally, PSI has about 10 to 20 BOMs to be built every day. Automatic built system is the best solution to ensure the accuracy. Then, Auto BOM built system was set to be the 1st target in 2011. - Customer ordering system
Customer provides orders and product information to PSI’s sales windows without a fixed schedule every day. How to transfer the ordering information to different team in PSI is an important factor for the future on time delivery of products. Therefore, Customer ordering management system was the 2nd target in 2011. - MES (Manufacturing Execution system)
Getting all of the production status is concerned by several different teams, such as Production team, Production control team, Sales team, and even customers. MES system is the efficient way to meet the requirement. It was the 3rd target in 2011.
After PSI had the goals, staffs worked very hard to plan, design, code and test the 3 projects mentioned above in 2011. It’s great all of the 3 projects worked fine by the end of 2011. When we finished the 3 systems and the 1st APS system, we thought the programs of all systems were a little bit cluttered. For a further enhancement of the automatic system, we should manage the system by center control. Therefore, PSI built its own MIS system. (See appendix 1 for the user interface.) MIS has full coverage of companywide management flows. As a proficient manufacturer, we divide production management into three sections, including preparation before production, real time production information management and information analysis after production. PSI spent 3 years to plan all of the management systems under the 3 sections during 2012 to 2014. We have finished the followings by now.
1. Preparation before production
- Sales ordering system
When customer provides purchasing orders to PSI in Excel format, Sales department can transfer the orders to a standard format file automatically. Then, link it with the BOM built system in “information auto transfer system.” The sales order will be built in PSI’s ERP system automatically. Also, the sales order will be linked to the working order as soon as the working order is created. Sales ordering system and production system are integrated closely by the linkage.
When customer provides purchasing orders to PSI in Excel format, Sales department can transfer the orders to a standard format file automatically. Then, link it with the BOM built system in “information auto transfer system.” The sales order will be built in PSI’s ERP system automatically. Also, the sales order will be linked to the working order as soon as the working order is created. Sales ordering system and production system are integrated closely by the linkage.
- Information auto transfer system
When PSI receives customer’s BOM, PSI uses the contrast table of the two parties to transfer customer’s BOM into PSI ERP system, preventing the typo problem.
When PSI receives customer’s BOM, PSI uses the contrast table of the two parties to transfer customer’s BOM into PSI ERP system, preventing the typo problem.
- Advanced planning and Scheduling system
As soon as the working orders are created, Production Control team can do the automatic schedule arrangement according to kitting date, standard time, on duty time arrangement, manpower status, processes and delivery date. It makes production arrangement more flexible and efficient.
As soon as the working orders are created, Production Control team can do the automatic schedule arrangement according to kitting date, standard time, on duty time arrangement, manpower status, processes and delivery date. It makes production arrangement more flexible and efficient.
- Shortage management system
Knowing the information of material kitting date clearly is a major requirement to let production go smoothly. PSI’s ERP system runs material simulation every night. Purchasing team reads the material shortage information every morning. Then, they the track the material status of incoming date at the day and within 3 days. Also, they always email and review the delivery date for the backlog with vendors every Friday. One more important action is to check the excess ordering quantity of PO. If the excess quantity is more than MPQ (Minimum package quantity), buyer will cancel the excess quantity order. We use a detailed management method to reach the goal of on time delivery.
Knowing the information of material kitting date clearly is a major requirement to let production go smoothly. PSI’s ERP system runs material simulation every night. Purchasing team reads the material shortage information every morning. Then, they the track the material status of incoming date at the day and within 3 days. Also, they always email and review the delivery date for the backlog with vendors every Friday. One more important action is to check the excess ordering quantity of PO. If the excess quantity is more than MPQ (Minimum package quantity), buyer will cancel the excess quantity order. We use a detailed management method to reach the goal of on time delivery.
PSI has one more plan for the simulation system, which is the semi-product simulation system. The purpose is to link the working orders from different processes. The system will be launched in Q3’2014. We have some targets for this system as processes smooth linkage, Working order production time better connection and easy search for date code tracking as customer requirement.
(To be continued)
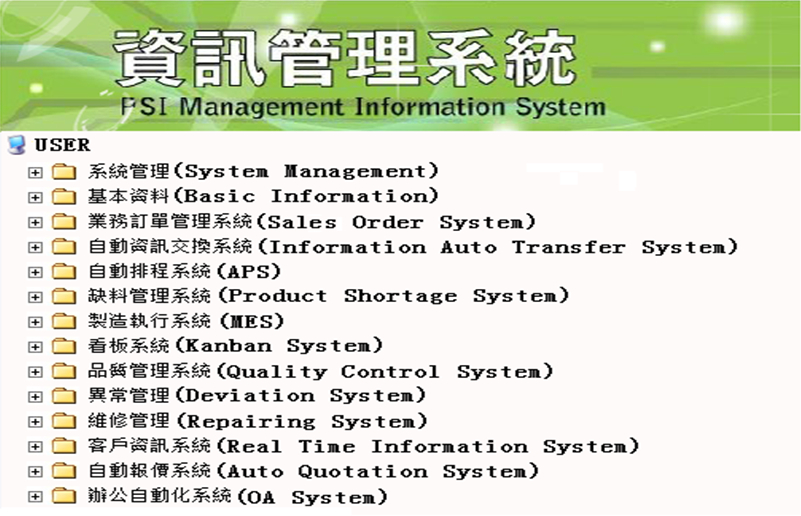
(Appendix 1)
